Toczenie w aluminium
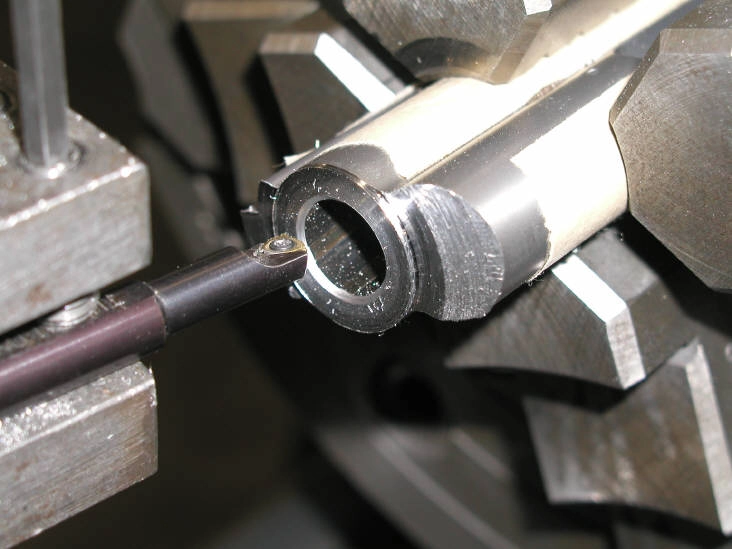
Używając tokarki można toczyć, nawiercać, gwintować, rozwiercać i frezować (w płaszczyźnie promieniowej i osiowej). Tokarek suportowych używa się przy krótkich seriach dużych elementów. Przy dużych seriach produkcyjnych małych elementów najlepiej sprawdzają się tokarki automatyczne. W tokarkach automatycznych można toczyć wyłącznie wyroby ze stopów dających krótki wiór. Generalnie obróbka stopu powinna przebiegać w jak najwyższej temperaturze. Gdy jest to możliwie, należy używać stopów utwardzalnych. Jeśli metal jest miękki, często mogą powstawać problemy z nawarstwianiem się wiórów na nożach, długimi wiórami, blokowaniem się wiórów, nasilonym powstawaniem zadziorów i zachowaniem tolerancji. Ważne jest dobranie prawidłowych parametrów skrawania (m.in. prędkości skrawania i ruchu posuwowego), tak aby np. wióry odpadały z dala od miejsca skrawania. Chłodziwa (oleje mineralne, a w niektórych przypadkach emulsja wodna) służą do chłodzenia noży i wymywania wiórów. Noże są zazwyczaj wykonywane z węgliku wolframu lub wysokiej jakości stali szybkotnącej. Aby toczenie było wydajne, a jakość powierzchni zadowalająca, nóż musi mieć odpowiednią jakość i właściwy kąt natarcia. w tokarkach sterowanych numerycznie z wieloma uchwytami można jednocześnie wykonywać czynności wiercące, gwintowania i frezowania.